The Piston and Piston rod
The piston is a critical component. The diameter needs to be a close fit in the cylinder and the piston rod needs to be both parallel and concentric with the piston in order to line up with the hole in the lower cylinder cover. However dimensions I consider as not critical are the piston ring grooves and the back face of the cylinder.
The approach I took was to machine the piston rod between centres and then add the piston and turn them as a unit. This would guarantee concentricity.
So first I had to centre drill the ends of the piston rod. I did this in the 4 jaw chuck as I knew my 3 jaw is not that accurate.
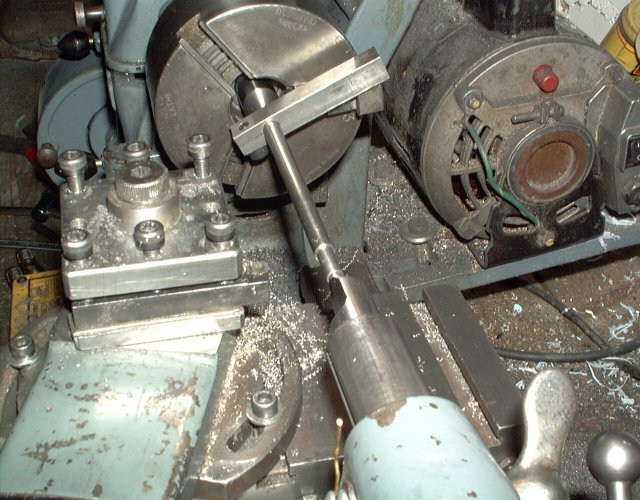
Once drilled I mounted the rod between centres and turned the reduced diameter for piston thread. I didn't have a catch plate, so I improvised and used my 3 jaw chuck with a single jaw in it. Then I used a piece of square section steel with a hole drilled through it and a pinch bolt, to drive the rod round.
Turning the piston rod
Once turned to size I put it in the 3 jaw and cut the thread.
Next I mounted the piece of cast iron for the piston in the 3 jaw chuck and faced it square. Them I reversed it and turned it to length. In the same setting I centre drilled, drilled and tapped the centre hole.
Then I screwed the 2 parts together and placed them between centres. I carefully turned the piston to the correct diameter being very careful not to make it too small.

Turning the piston
I tried to cut the grooves for the piston rings in this setting but I found that it was not rigid enough. So I turned the components round and using the 3 jaw chuck carefully held the piston on it's far edge, supporting the other end with the tail stock. I turned the grooves using my parting off tool. The grooves were not perfectly concentric because I was using my chuck and not the centres, but I just made sure that the shallowest part of the groove was deep enough to take the piston rings.

Turning the grooves. Note the paper to protect the finish